In adhesive tape peel testing (also referred to as peel force measurement), there are various test conditions that must be determined, such as peel angle, test speed, and temperature. However, to what extent do these test conditions actually affect peel force measurement results? In this article, in order to clarify the degree to which test conditions influence measurement results, we introduce the results of peel tests conducted under multiple peel angles, test speeds, and temperature conditions, together with actual measured data.
For detailed explanations of the basic procedures of adhesive tape peel testing, please refer to the article below.

Effect of Peel Angle in Peel Testing
In peel testing, the peel angle refers to the angle formed between the bonded surface and the peeling direction. For example, when peeling the tape in a direction perpendicular to the bonded surface, the peel angle is 90 degrees. Furthermore, when the tape is folded back further from the perpendicular direction and peeled so that it overlaps the bonded surface, the peel angle becomes 180 degrees.
| 90-degree peel | 180-degree peel |
|---|---|
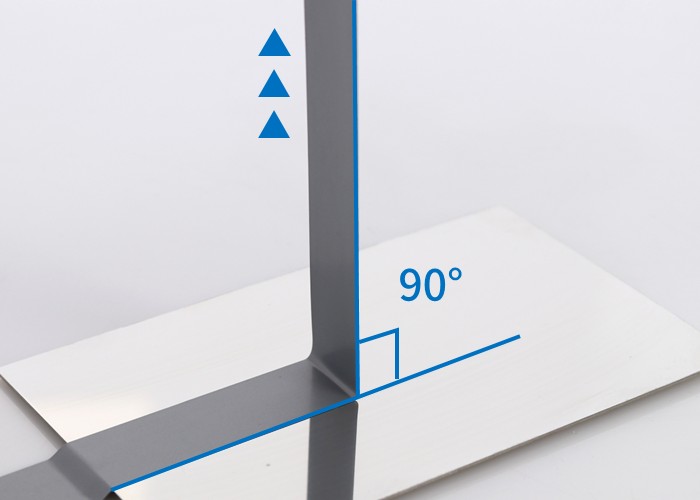 | 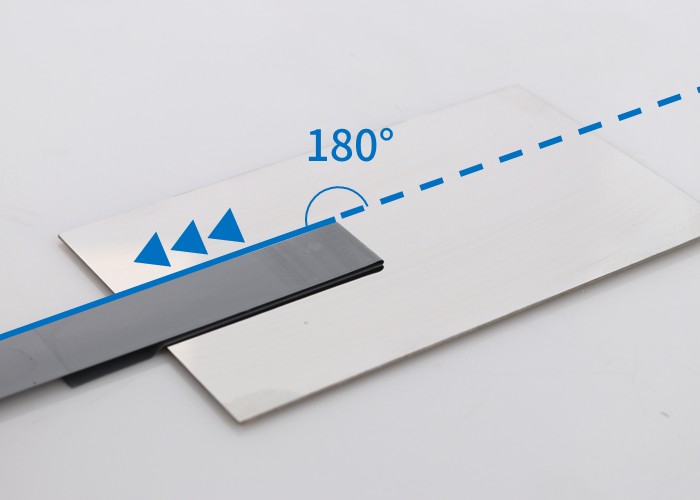 |
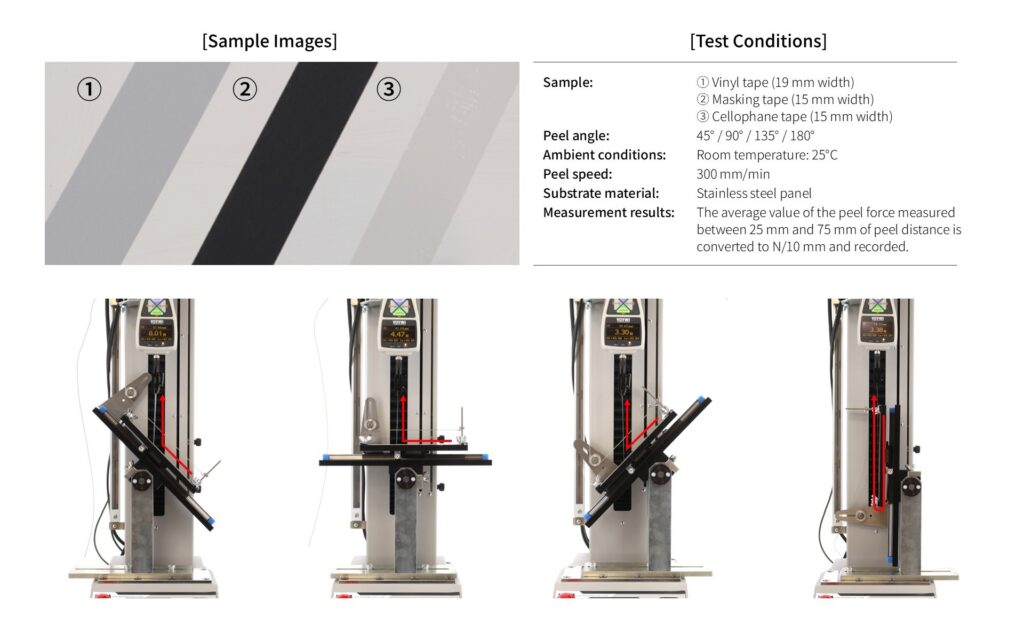
In this investigation, peel force measurements were conducted on multiple adhesive tapes at peel angles of 45°, 90°, 135°, and 180°. The other test conditions and testing equipment used are as follows:
- Test speed: peel speed 300 mm/min*1
- Peel distance: 100 mm
- Ambient environment: room temperature 25°C
- Measurement result: the average value over the peel distance range of 25–75 mm, converted and recorded in units of N/10 mm*2
*1 Due to the mechanism of the testing machine used, at peel angles of 45°, 90°, and 135°, the crosshead speed of the testing machine equals the peel speed, whereas at a peel angle of 180°, the peel speed equals 1/2 of the crosshead speed.
*2 For details regarding units, please refer to “Supplement: Units of Peel Test Results (Peel force).”
[Test Equipment / Samples]

| Peel Angle | 45° | 90° | 135° | 180° |
|---|---|---|---|---|
| Vinyl tape | 2.777N/10mm | 1.924N/10mm | 1.445N/10mm | 2.034N/10mm |
| Masking tape | 1.642N/10mm | 0.736N/10mm | 0.578N/10mm | 1.220N/10mm |
| Cellophane tape | 7.932N/10mm | 2.872N/10mm | 2.966N/10mm | 4.296N/10mm |
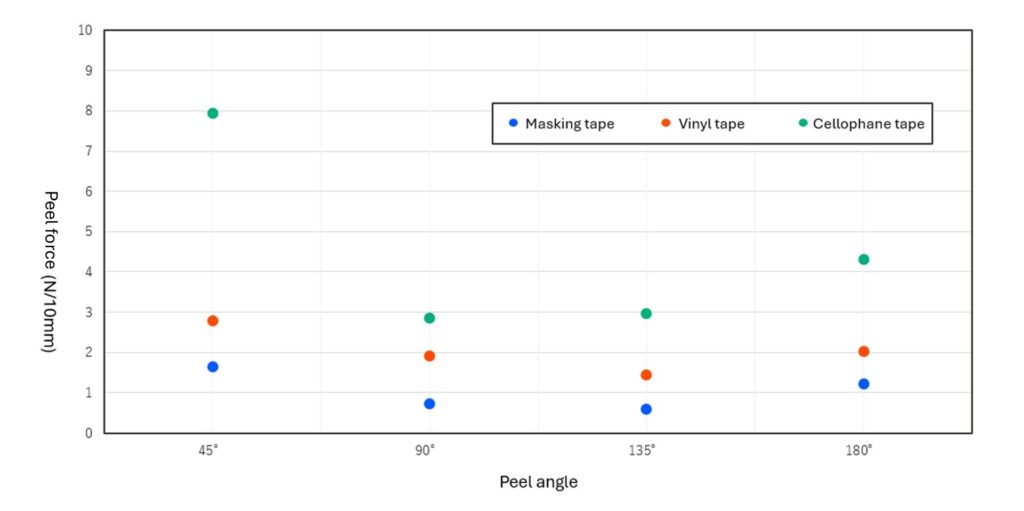
[Conclusion | Peel Angle Has a Significant Effect on Measurement Results]
- The peel force measured at a 45-degree peel angle is the highest.
- As the peel angle increases from 45 degrees, the peel force decreases.
- The decrease in peel force is particularly noticeable between 45 degrees and 90 degrees.
- Beyond a certain angle, the peel force increases again (the angle depends on the sample).
- Between 90-degree and 180-degree peel tests, the peel force is higher at 180 degrees.
- The degree of influence of peel angle on peel force varies significantly depending on the sample.
Effect of Test Speed in Peel Testing
Next, we introduce the results of verifying the effect of test speed on peel test results. In many peel testing standards, the specified test speed is often 300 mm/min or 600 mm/min. In this investigation, measurements were conducted at test speeds of 50 mm/min, 300 mm/min, and 600 mm/min. The other test conditions remained the same as those described in “Effect of Peel Angle,” and peel testing was conducted at peel angles of 90 degrees and 180 degrees.
[Test Conditions]
- Test speed: 50 mm/min, 300 mm/min, and 600 mm/min
- Peel angle: 90 degrees and 180 degrees
- Peel distance: 100 mm
- Ambient environment: room temperature 25°C
- Measurement result: the average value over the peel distance range of 25–75 mm, converted and recorded in units of N/10 mm
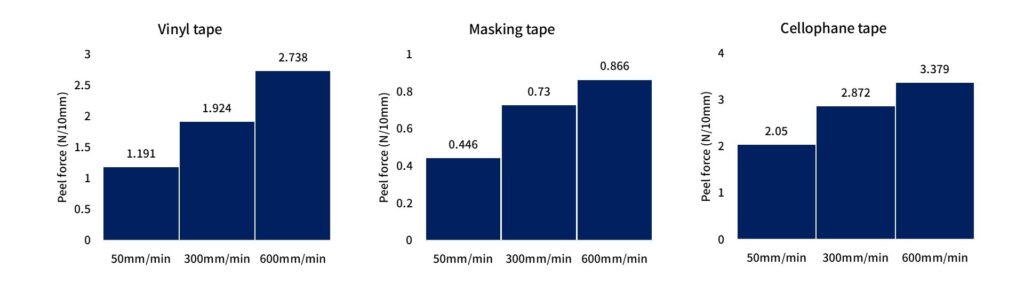
[Measurement Results at 90-Degree Peel Angle]
| Test Speed | 50mm/min | 300mm/min | 600mm/min |
|---|---|---|---|
| Vinyl tape | 1.191N/10mm | 1.924N/10mm | 2.738N/10mm |
| Masking tape | 0.446N/10mm | 0.730N/10mm | 0.866N/10mm |
| Cellophane tape | 2.050N/10mm | 2.872N/10mm | 3.379N/10mm |
[Measurement Results at 180-Degree Peel Angle]
| Test Speed | 50mm/min | 300mm/min | 600mm/min |
|---|---|---|---|
| Vinyl tape | 0.853N/10mm | 1.540N/10mm | 2.034N/10mm |
| Masking tape | 0.438N/10mm | 0.804N/10mm | 1.220N/10mm |
| Cellophane tape | 2.269N/10mm | 3.566N/10mm | 4.296N/10mm |
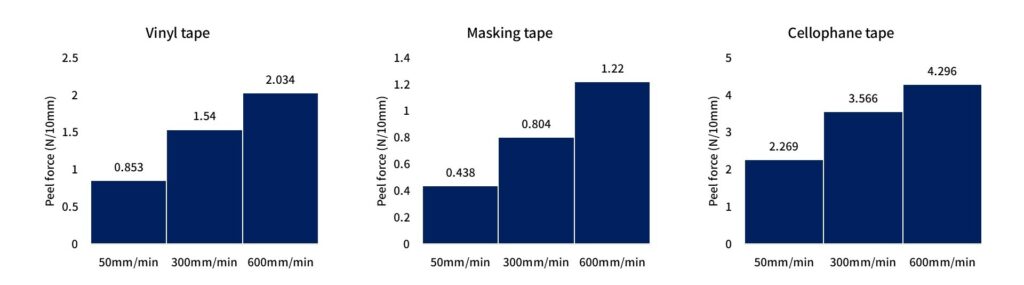
From the measurement results, it can be seen that regardless of peel angle, the measured values increase as the test speed increases. This tendency (higher measured force values at higher test speeds) is consistent with trends observed in force measurement overall. Although there are differences depending on the sample, this trend appears to be common across adhesive tapes.
[Conclusion | Higher Test Speeds Tend to Produce Higher Measured Values]
Points to Consider When Determining Test Speed
The graph below overlays the peel force transition curves at different speeds (excerpted from 180-degree peel tests of masking tape and cellophane tape). From the graph, it can be seen that measurement values become more unstable as test speed increases. The difference in test speed is considered to affect the behavior during peeling and the stability of the measured values. For example, when comparing not the average value but the minimum force value within a specific interval, it may be preferable to use results obtained at a lower test speed.
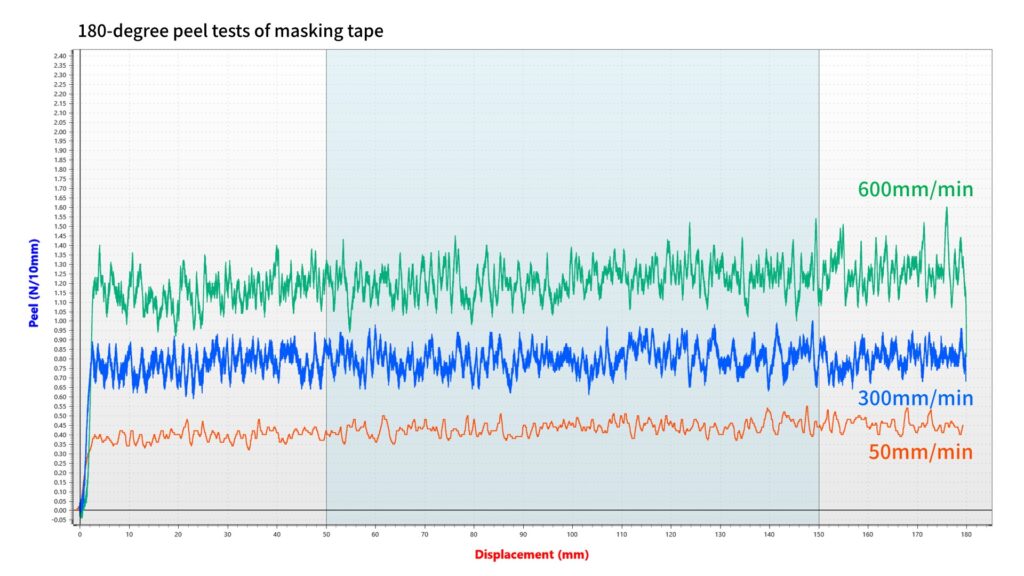
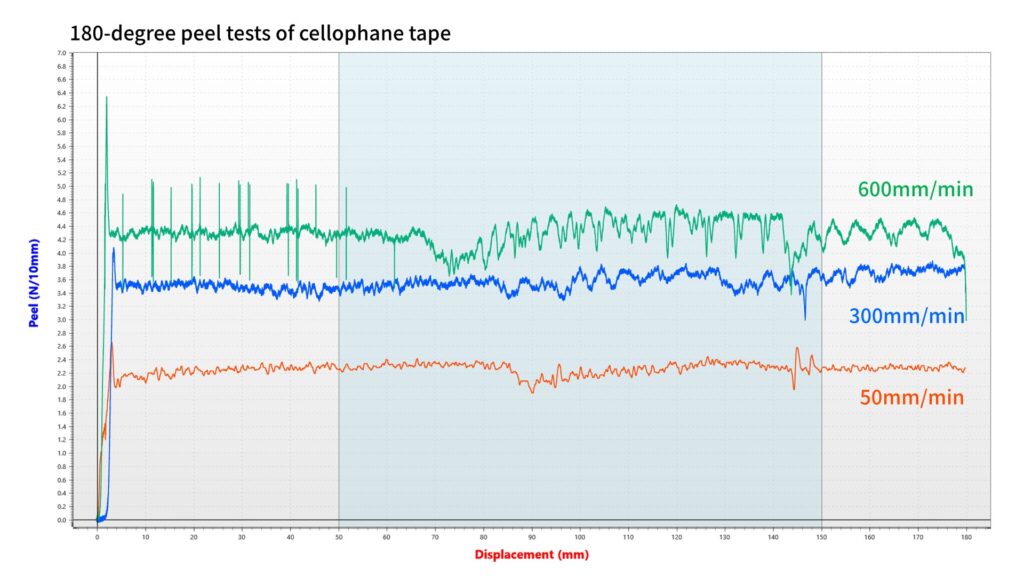
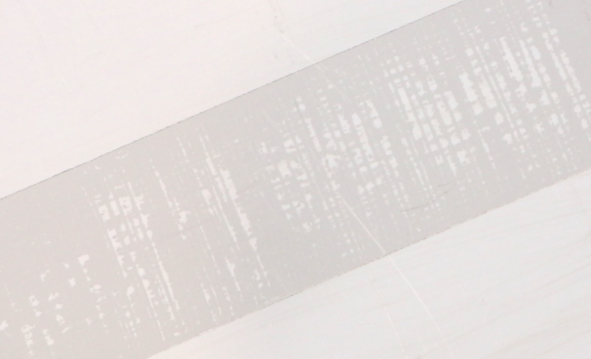
Factors that cause instability in measured values include not only test speed but also scratches or contamination on the plate to which the test specimen is bonded, air bubbles introduced during bonding, and non-uniform adhesive properties of the sample. For example, from the graph above, it can be observed that the measured values of cellophane tape at a test speed of 600 mm/min are particularly unstable. In the cellophane tape used in this investigation, streak-like air bubbles tend to form, and these air bubbles may have caused momentary fluctuations in force values. (The image is for illustrative purposes. In actual measurements, care was taken to minimize air bubbles when bonding the samples.)
Effect of Temperature in Peel Testing
Finally, we introduce the results of investigating the effect of temperature on peel test results. Many standards specify a standard test temperature of 23°C. However, when the actual usage environment differs, conducting peel testing under temperature conditions that match the usage environment makes it possible to obtain more practical data.
In this investigation, peel testing was conducted at test temperatures of 25°C, 40°C, 60°C, and 80°C, while keeping the peel angle at 90 degrees and the test speed at 300 mm/min constant. A heated table was used to control the test temperature. After heating the stainless steel panel with the applied tape to each specified temperature, measurements were performed after an approximately 3-minute dwell time.
[Test Conditions]
- Test speed: 300 mm/min
- Peel angle: 90 degrees
- Peel distance: 100 mm
- Ambient environment: measurements conducted at table temperatures of 25°C, 40°C, 60°C, and 80°C using a heated table
- Measurement result: the average value over the peel distance range of 25–75 mm, converted and recorded in units of N/10 mm

[Measurement Results]
| Test temperature | 25℃ | 40℃ | 60℃ | 80℃ |
|---|---|---|---|---|
| Vinyl tape | 1.924N/10mm | 1.206N/10mm | 0.729N/10mm | 0.279N/10mm |
| Masking tape | 0.730N/10mm | 0.712N/10mm | 0.436N/10mm | 0.306N/10mm |
| Cellophane tape | 2.872N/10mm | 2.332N/10mm | 1.860N/10mm | 1.522N/10mm |
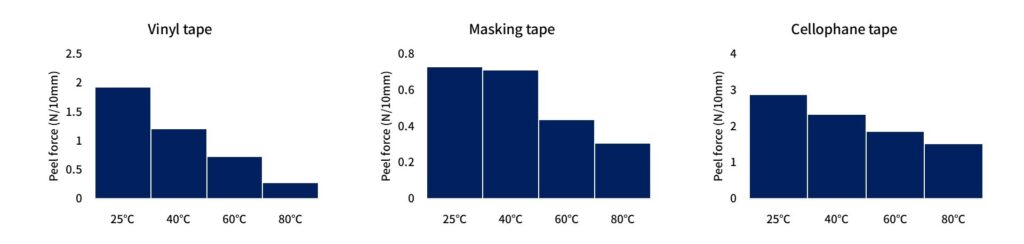
The changes in adhesive tape performance were most pronounced for vinyl tape. At 80°C, the peel force decreased by more than 80% compared to 25°C. For both masking tape and cellophane tape as well, peel force decreased as temperature increased.
[Conclusion | Measured Values Tend to Decrease as Temperature Increases]
⚫ Note: These results are based on the test conditions and samples used in this article.
Summary
From this investigation, it was found that peel force measurement results are significantly affected by test conditions (peel angle, peel speed, and temperature). When determining test conditions, it is important to consider standards, industry norms, and customer requirements. However, in materials research and product development, standardized test methods are not always the optimal test conditions.
As one guideline for determining test conditions, it can be said that aligning test conditions with actual usage conditions is important.
In standardized testing and testing based on actual usage environments, the evaluation results may sometimes be reversed. Furthermore, conducting peel testing under conditions that simulate the actual usage environment is useful for predicting potential issues after product commercialization. Of course, if both standardized testing and testing under actual usage conditions can be conducted, that would be ideal.
IMADA also provides technical consultation for product selection. If you have concerns regarding test conditions or product selection, please feel free to contact us. In addition, many measurement application videos are available on our product and service website. If you are interested, please view the video list from the link below.
View Peel Test Measurement Application Videos (IMADA Co., Ltd. Product & Service Website)
This concludes the introduction of the investigation results on the effects of peel angle, test speed, and temperature in adhesive tape peel testing.
Supplement: Units of Peel Test Results (Peel force)
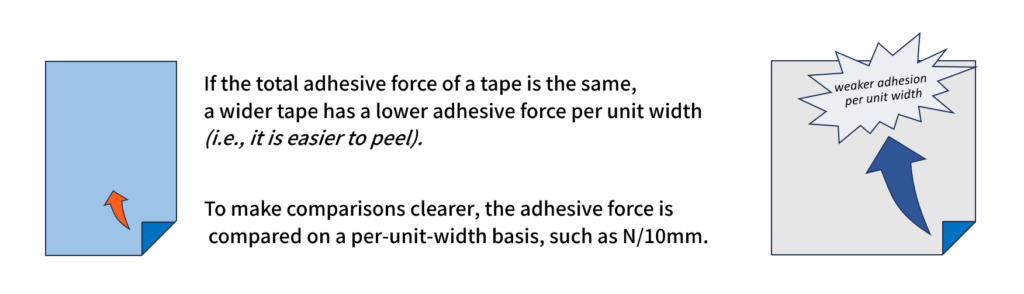
In this article, the unit “N/10 mm” is used for peel test results. N/10 mm indicates the peel force per 10 mm width of tape and can be calculated using the following formula:
Peel force across the entire tape width (N) / Tape width (mm) × 10 mm
Generally, when conducting adhesive tape peel testing, the force displayed on the testing instrument indicates the peel force across the entire tape width (N). For quality control purposes, managing this value is sufficient. However, when specifying tape performance or comparing different tapes, the unit “N/10 mm” is commonly used for the following reasons:
- The peel force across the entire tape width increases as the tape width increases.
- In actual use, tape width is often limited by the adherend.
- Therefore, it is necessary to eliminate the influence of tape width for comparison.
- By converting to peel force per specific width (for example, per 10 mm), comparison becomes clearer.
In addition to N/10 mm, other units such as N/25 mm are also commonly used for peel force. In this article, N/10 mm is adopted as a unit widely used in the adhesive tape industry.